




公司向欧洲出口316Ti不锈钢弯管DDU条款协议交货
通过两个月沟通和考察,公司与爱尔兰一家大型建筑材料公司(世界500强企业)签订316Ti不锈钢弯管供应合同,用于他们在波兰水泥厂锅...
 关于我们 ABOUT US
关于我们 ABOUT US
浙江至德钢业有限公司坐落于浙江不锈钢管生产基地丽水市松阳县不锈钢工业园区内,是一家专业生产200不锈钢管和201不锈钢管厂家。公司仓库常年备201不锈钢管库存600余吨,且可提供各种不锈钢管与管件焊接、钻孔、折弯、车床加工等服务。至德钢业已通过欧盟PED承压设备指令、国家A级特种设备生产许可证,英国劳氏质量体系认证。
公司不锈钢管产品广泛应用于石油化工、油井油田、太阳能多晶硅、海洋工程、造船、锅炉换热器、航天航空、环保设备、机械加工、汽车、医药食品、水电、核电、 尿素化肥、制冷、新能源装备等领域。
新闻资讯 NEWS通过两个月沟通和考察,公司与爱尔兰一家大型建筑材料公司(世界500强企业)签订316Ti不锈钢弯管供应合同,用于他们在波兰水泥厂锅...
经过两个月的技术沟通,公司与客户签订一批按照JIS标准生产,SUS316LTP不...
根据客户需求,公司正式向福清核电站主厂房运转层供应不锈钢管及不锈钢弯管,物料项目主要是结构用不锈钢无缝管和流体用不锈钢无缝管,核级...
产品参数品名:不锈钢无缝钢管工艺:冷拔牌号:022Cr23Ni5Mo3N标准:GB/T21833-2008规格:630mm×9m...
经过公司同仁共同努力,近期成功向中国核动力研究设计院下属企业生产制造核反应堆控制棒驱动机构(CRDM)设...
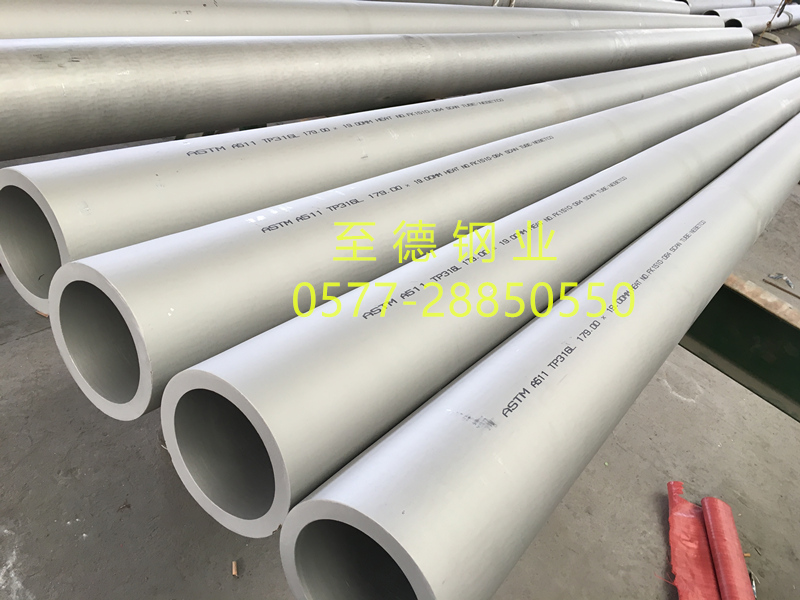
品名:不锈钢无缝钢管用途:车床加工材料:TP316L标准:ASTMA511工艺:冷拔加工规格:179mm×19m...
浙江至德钢业有限公司
公司地址:浙江省丽水市松阳县工业园区三期永宁路
仓库地址:浙江省温州市龙湾区海滨街道蓝田堆场
邮 编:323400 电子信箱:myzhide@126.com
电 话:0577-28909778 传 真:0577-28909778
联系人:13676731206 刘经理(微信同号)



扫一扫加微信